1. Core Grinding Description
Scraper grinding of the laminating machine is a critical core process of the hot melt adhesive coating system. The grinding accuracy of the scraper directly determines the overall coating uniformity, coating volume control precision and product lamination yield.
After the installation and commissioning of new equipment, all scrapers must undergo full-process precision grinding to eliminate assembly errors and flatness deviations, so as to meet the mass production coating process standards. Complete precision grinding procedures shall also be implemented after equipment overhaul and scraper replacement.
2. Grinding Trigger Conditions
Abnormal uneven coating volume occurs during production, including thick adhesive at both ends and thin in the middle, thick in the middle and thin at both ends, local strip-shaped adhesive lack/adhesive accumulation and other anomalies.
Pre-inspection and calibration shall be conducted first: inspect the installation reference position of the coating roller and knife plate, lock all fasteners one by one to eliminate looseness and offset. The scraper can only be reground after the reference is accurately calibrated.
Other triggering scenarios: scraper wear and edge forming, blade edge chipping, continuous adhesive overflow/lack of adhesive in batch products, and mandatory grinding for regular quarterly maintenance.
3. Configuration of Grinding Consumables and Tools
Special ultra-fine grinding sand: 3 sets (only factory-specified models/original supporting consumables are allowed; non-standard abrasive materials are prohibited from mixed use).
Lubricating medium: 1000mL of brand-new pure engine oil.
Auxiliary tools: dust-free wiping cloths, hex socket wrenches, cleaning brushes and gloves.
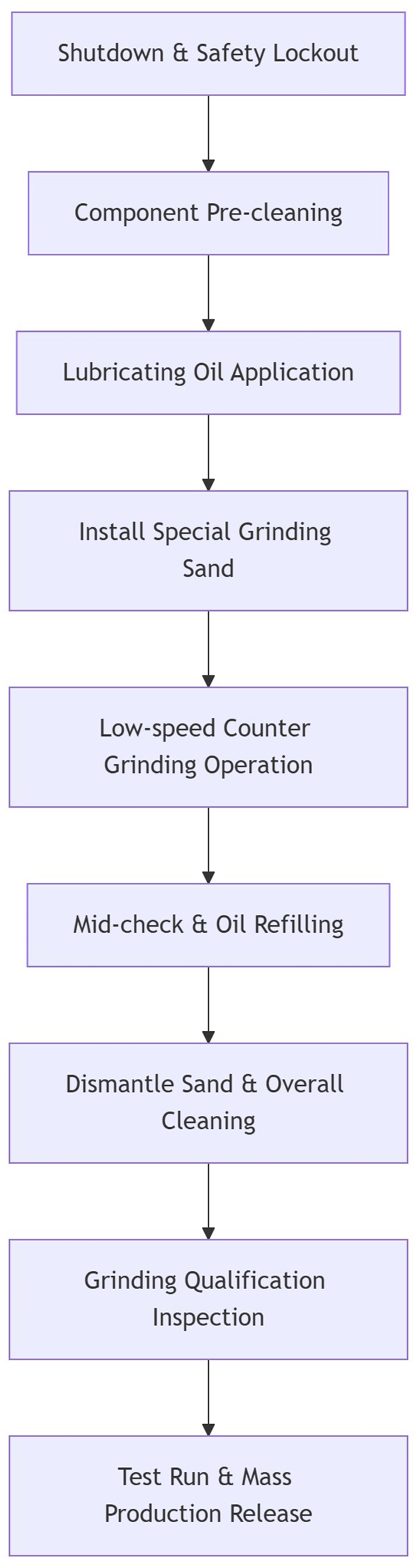
4. Standard Grinding Operation Procedure (Step-by-Step)
4.1 Equipment Shutdown and Safety Lockout
Completely shut down the equipment, cut off the power supply, hang maintenance warning signs, and confirm that the coating roller and scraper assembly are completely stationary to avoid mechanical injury.
4.2 Pre-Cleaning of Components
Use dust-free wiping cloths and cleaning brushes to remove residual hot melt adhesive and dust impurities on the surfaces of the scraper and coating roller, ensuring the grinding contact surface is clean and free of foreign matter.
4.3 Lubricating Oil Filling
Evenly apply brand-new pure engine oil to the entire fitting area of the coating roller and scraper to form a complete oil film, so as to reduce grinding friction and prevent scratching of the roller surface and blade edge.
4.4 Installation of Grinding Sand
Fix the special ultra-fine grinding sand according to the standard clamping position of the equipment, fit the gap between the blade edge and roller surface, and ensure installation in place without offset or edge warping.
4.5 Low-Speed Counter-Grinding Operation
Jog to start the equipment and switch to low-speed operation mode for static fitting and dynamic constant-speed grinding. Keep observing throughout the process to ensure no abnormal noise or abnormal friction and jamming, and fine-tune the scraper gap as required.
4.6 Intermediate Inspection and Oil Refilling
Stop the machine regularly during grinding to check the wear of abrasive materials, replenish engine oil as needed to maintain a continuous and uniform oil film; replace with new grinding sand in a timely manner if the abrasive is excessively worn and continue the operation.
4.7 Cleaning and Completion
Stop the machine after reaching the grinding standard, remove the grinding sand, and thoroughly clean the oil stains and grinding debris on the roller surface and scraper with dust-free wiping cloths.
5. Qualification Criteria for Grinding
5.1 Core Appearance Standard
The overall gloss of the coating roller surface is uniform and consistent; the thickness of the surface oil film has no local deviation across the whole area, without light and dark lines or strip-shaped concave-convex traces.
5.2 Auxiliary Tactile Inspection
Run the equipment at low speed with no load. Slide fingers axially and evenly against the roller surface; the touch shall be smooth without stagnation or fluctuation in height, with consistent overall flatness and grinding uniformity across the entire surface.
5.3 Process Commissioning Verification (Supplementary)
After grinding, test-coat hot melt adhesive on the machine and run continuous feeding for 3~5 pieces. The grinding is qualified for formal mass production if the adhesive layer has uniform thickness, no deviation at both ends, and no local adhesive accumulation or lack of adhesive.
6. Precautions
It is prohibited to use non-standard coarse sand or waste abrasive materials for grinding to avoid blade edge deformation and roller surface scratch damage.
Lubricating engine oil must be applied throughout the grinding process; dry grinding operation is forbidden.
Grinding is prohibited directly before completing reference calibration and fastener locking; otherwise, the grinding will be ineffective and prone to repeated failures.
Complete maintenance records after grinding, registering the grinding date, person in charge and abnormal conditions.